Blog
How Can You Follow Powder Ageing In Additive Manufacturing
In Additive Manufacturing (AM) processes, a three-dimensional object is created one superfine layer at a time. Therefore, the term Additive Manufacturing implies adding material to create the object...
Introduction
In Additive Manufacturing (AM) processes, a three-dimensional object is created one superfine layer at a time. Therefore, the term Additive Manufacturing implies adding material to create the object. By contrast, if an object is created by classical means, it is often necessary to remove material through milling, machining, etc…
However, despite AM is more economic than classical machining, in most case, only a small proportion of powder that is laid down in a build process is welded into a component. The rest is then unfused and consequently available for re-use.
Nonetheless, powders properties should be the first consideration are they govern machine parameters. Indeed, if we consider the unfused powder as contaminated and not adapted for re-use, the cost of Additive Manufacturing will not be economic enough.
What Does Powder Deterioration Mean?
Powder deterioration results in two phenomena:
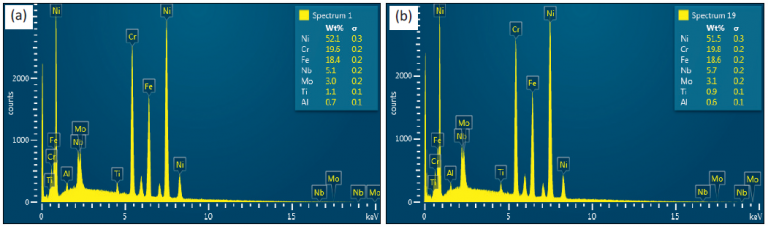
- Products chemistry modification. Indeed, the main concern is to create solid structures comprised of the pure alloys ( Figure 2). Therefore, we must avoid any kind of powder contamination such as oxides or nitrides.
- Mechanical properties changes, such as shape/morphology, Particle Size Distribution. In fact, those parameters are related to another key-parameters, which are powders flowability and spreadability. In other words, any modifications in the powder characteristics may result in a product that cannot be evenly distributed across the bed.
For these reasons we need to be careful about any chemical and physical modifications to the unfused powder caused by laser operation and to multiple re-use cycles. Rapid heating is the main phenomenon responsible of powder changes. It can lead to some droplets of liquid metal ejected from the weld pool.
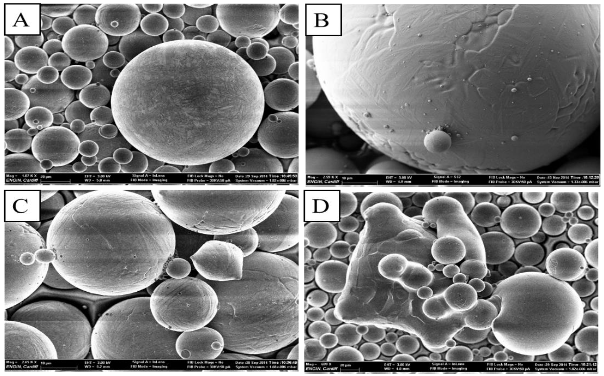
Thus, powder grains near the edge of the weld pool may become fused together but not attached to the part, resulting in agglomerates, satellites formation.
LEARN MORE ABOUT OUR INSTRUMENTS
Is It Possible to Follow Powder Ageing?
Yes, it is, but not with classical means.
The flowability is usually measured by a Hall flow test. However, different recent publications [3] have evidenced that the classical flowmeters are unable to give pertinent information about powder spreadability in powder-bed-based additive manufacturing. In shear cell testers and classical rheometers, the existence of a compressive load is incompatible with the free surface flow used in AM devices.
Moreover, the Hall flow test is only suitable to quantify flowability in a vertical geometry.
For all the processing method dealing with powder, the measurement method used to characterize the powder should be as close as possible to the process. In particular, the stress state and the flow field of the powder should be comparable in the measurement cell and in the process. The measurement method based on the rotating drum can serve this purpose because the powder flow is analysed precisely at the powder / air interface without any compressive load. This good accuracy is also a key-parameter if one wants to differentiate the virgin from the used products.
Selected Powders
To prove this assumption, a Stainless-Steel powder provided by Höganäs company was used:
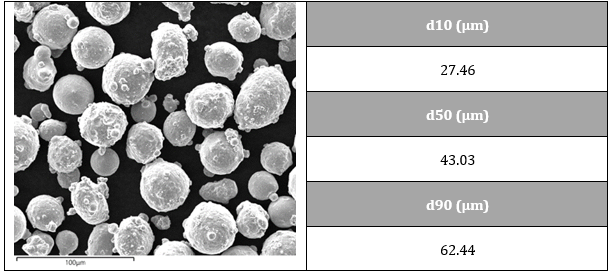
Two different versions of this powder are available: the original one (as provided by the supplier) and a recycled one, obtained after a Selective Laser Melting (SLM) process in a 3D printer. Sadly, the particle size distribution of the recycled version is unknown.
Chemical Composition Changes
The products chemical composition was analysed by the LECO centre located in Berlin (Germany):
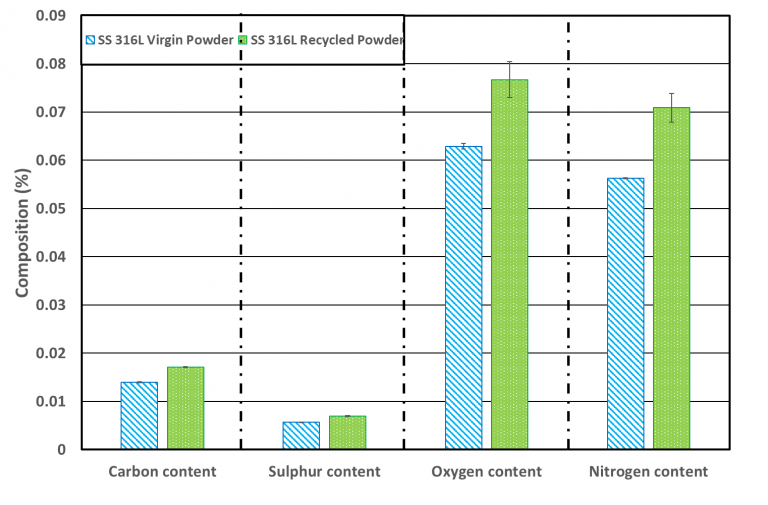
The Carbon and Sulphur analysis is highly interesting. Indeed, it highlights that the Selective Laser Melting process slightly modify the composition of the powders. We can see that the carbon and sulphur content are more important for the used powder (C = 0.017% and S = 0.00697%) compared to the virgin one (C = 0.014% and S = 0.00565%).
Moreover, the Oxygen and Nitrogen content of the used powder (O = 0.0767% and N = 0.0709%) are also higher than the virgin one (O = 0.0629% and N = 0.0563%).
These observations are interesting, indeed, even though the SLM process is conducted under inert atmosphere it is impossible to avoid powders oxidation to happen.
Influence On Products Surface Properties
The next question is: How can we simply and economically follow the product surface chemistry degradation? The answer was found by using the GranuCharge instrument (cf. Products web page). Indeed, since electrostatic charges measurement is highly impacted by product surface properties (i.e. chemical and physical), following this parameter is helpful to follow powders ageing.
Consequently, the GranuCharge was selected with two different pipes materials (Aluminium and Stainless-Steel 316L, in order to test the effect of charging material) and the powders tendency to charge in contact with those materials was recorded:
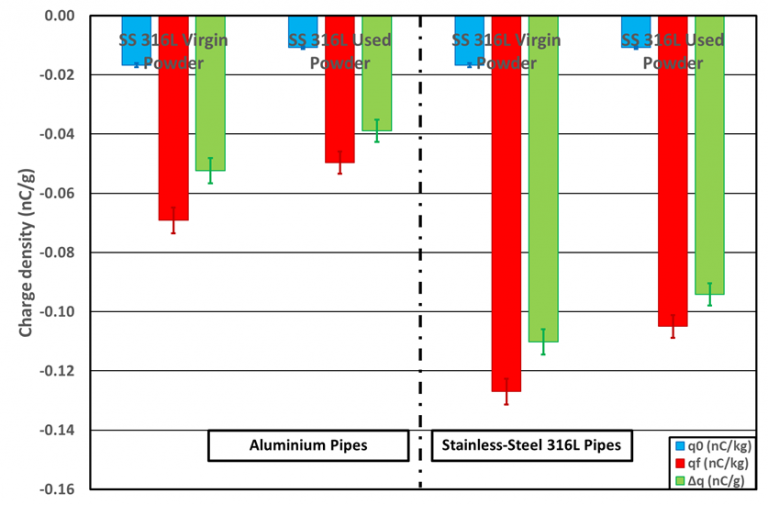
Even the initial charge densities (blue bars) are found to be significantly different from one powder to another. Indeed, for the virgin powder, initial charge density is the highest (-0.017nC/g), while for the recycled sample, this is the lowest with a charge density equal to -0.011nC/g.
Moreover, the samples charges densities are negative, therefore, they are anionic powders.
After a flow in contact with aluminium and Stainless-Steel 316L pipes (green bars), the electrical charges build up by the powders are also negatives. However, whatever the pipes material used; the electrical charge builds up is higher for the virgin powder than the used one. Thus, the virgin sample is more sensitive to the triboelectric effect.
One possible explanation for these observations may be provided by the Carbone analysis. Indeed, the carbon content is higher for the used powder compared to the virgin one. Moreover, carbon is known to be an anti-static agent (cf. Appendix A, Figure 7).
Therefore, an increase in the powder carbon content may lead, not only, to a decrease in the initial electrical charge, but also, to a lower charge density build up after a flow.
However, we need to be careful with the previous conclusion. Indeed, the recycling process after a SLM operation may lead to several complex modifications in the powder physico-chemical properties (as discussed previously). Changes such has Particles Size Distribution / shape and surface properties may make results interpretation difficult to achieve.
LEARN MORE ABOUT OUR INSTRUMENTS
Spreadability Is Also Affected
As we have seen before, the product is impacted by the SLM process, these changes will affect the powder spreadability in an AM machine. To highlight these modifications, the GranuDrum instrument was used, because of its Cohesive Index measurement, which is directly related to the layer surface homogeneity [3].
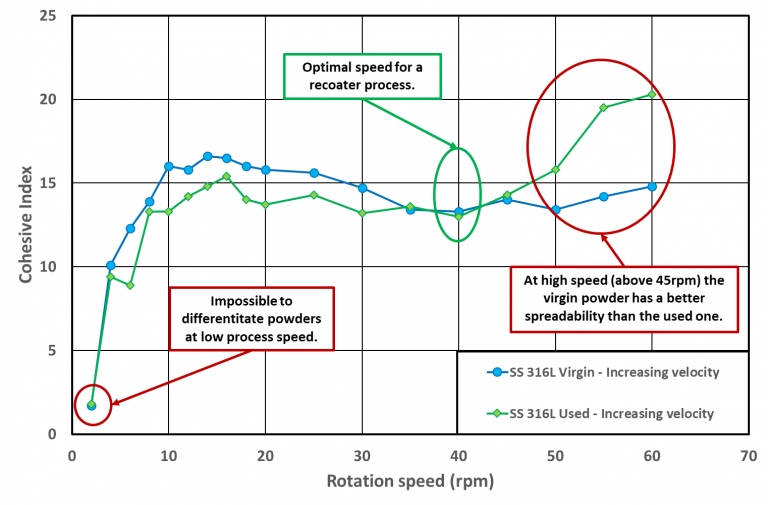
Due to its original algorithm images treatment, i.e. the Cohesive Index, powders spreadability can be achieved with great accuracy (1.8%).
Indeed, for high velocities (above 45rpm), we can see that the virgin powder Cohesive Index is lower than the Used sample, therefore, it is better to use the original powder for a recoater/SLM process than the used one.
However, bellow the 45rpm threshold, opposite trends are highlighted.
Moreover, Figure 8 allows to make process speed optimisation. Indeed, if one wants to achieve a good spreadability at high speed, we can deduce that a recoater speed around 170mm/s is the perfect choice, because the Cohesive Index is acceptable, and the process speed is high enough.
Conclusions
Powder recycling is difficult to highlight; nevertheless, with our instruments we have shown how modern technologies can improve powders understanding to meet current requirements of industries.
For this purpose, our tests are automatized and coupled with images acquisition systems and electronic sensors to give reproducible and interpretable results.
Bibliography
[1] L. C. Ardila, F. Garciandia, J. B. González-Díaz, P. Álvarez, A. Echeverria, M.M. Petite, R. Deffley, and J. Ochoa (2014), Effect of IN718 recycled powder reuse on properties of parts manufactured by means of Selective Laser Melting, Physics Procedia 56, 99 – 107
[2] Richard O’Leary, Rossi Setchi, Paul Prickett, Gareth Hankins and Nick Jones (2015), An Investigation into the Recycling of Ti-6Al-4V Powder Used Within SLM to Improve Sustainability, KES Transactions on Sustainable Design and Manufacturing II, Sustainable Design and Manufacturing, pp.377-388.
[3] G. Yablokova, M. Speirs, J. Van Humbeeck, J.-P. Kruth, J. Schrooten, R. Cloots, F. Boschini, G. Lumay, J. Luyten (2015), Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants, Powder Technology 283, 199–209.