Minerals
Milling effect on the flow ability of a superconductor powder analyzed with GranuDrum and GranuPack
Milling effect on the flow ability of a superconductor powder
Principle. Since the discovery of high temperature superconductors (HTS) by Bednorz and Müller in 1986, considerable research effort has been devoted to the study and improvement of the superconducting properties of such materials...
Principle
Since the discovery of high temperature superconductors (HTS) by Bednorz and Müller in 1986, considerable research effort has been devoted to the study and improvement of the superconducting properties of such materials.
For most practical applications, a high current density (Jc) is required. YBa2Cu3O7−x (YBCO) is the current material choice for second generation superconducting wires or films, which new processing strategies and low-cost production have been investigated. However, fundamental and practical problems have to be solved still to shape forming the ceramic.
So, on one hand, coating metallic substrates by electrophoretic deposition (EPD) requieres a stable and small grain size YBa2Cu3O7−x suspension. On the other hand, in order to avoid big pores after pressing step and formation of cracks during the firing process, the shape forming of dense ceramic part by isostatic pressing requieres a powder with good flow properties.
As the commercial powder contains large agglomerates, these lasts have been broken before performing the shape forming steps.
In this application note, we study the effect of the milling process on the flow ability properties of YBa2Cu3O7−x ceramic.
Experimental Procedure
A commercial powder has been milled with a planetary grinding instrument. A high solid loading suspension of YBCO has been ground in Y-ZrO2 jars by using Y-ZrO2 small balls. Supension is then dried to remove the solvent and to obtain the milled powder.
Results and Discussion
Particle size reduction
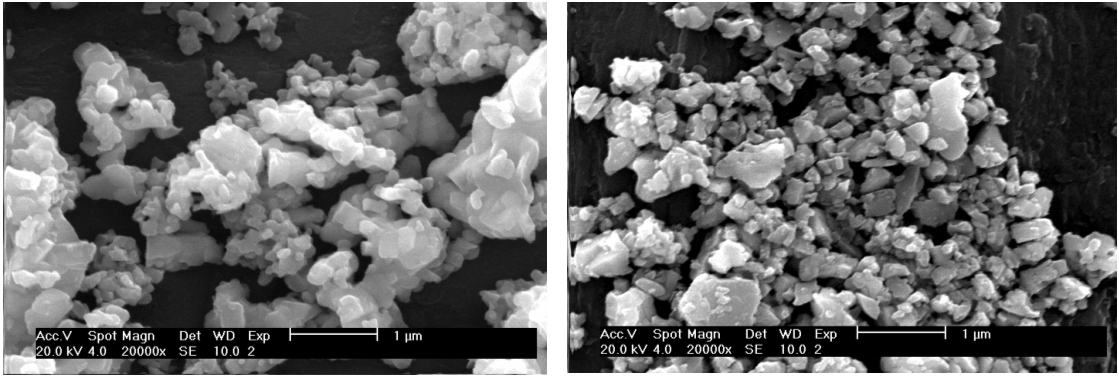
Figure 1 shows two micrographs corresponding to the commercial and to the milled powders. The commercial powder (figure 1a) is composed by coarse grains, which are agglomerates of small particles. On the contrary, the milled powder (figure 1b) is constituted of individual small particles.
 commercial and b) milled superconductor powder.jpeg)
Figure 1: ESEM micrograph of a) commercial and b) milled superconductor powder
Figure 2 and table 1 give the main descriptors concerning the volume particles size distribution measured in ethanol before and after the grain size reduction. We can see that the milling step is very efficient; the median particle size (d0.5) is divided by a factor 10 after milling. Moreover, note that this step reduces the relative width of the distribution (see width in figure 2 and span value in table 1).
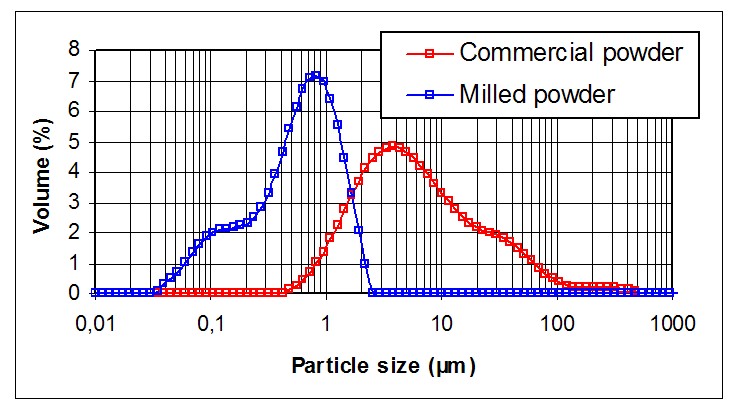
Figure 2: particles size distribution measured by laser diffraction in ethanol
| Commercial (µm) | Milled (µm) | |
|---|---|---|
| d0.1 | 1.60 ± 0.03 | 0.13 ± 0.01 |
| d0.5 | 5.78 ± 0.04 | 0.64 ± 0.02 |
| d0.9 | 40.7 ± 0.4 | 1.48 ± 0.03 |
| Span | 6.7 ± 0.2 | 2.11 ± 0.05 |
| Mode | 3.80 ± 0.03 | 0.83 ± 0.02 |
Powder flow ability analysis
To determine the flow properties of the commercial and milled powder, the powder has been analyzed by using the GranuPack and the GranuDrum instruments. Figures 3 and 4 show the evolution of the density and the normalized density as a function of the tap number for commercial and milled powders, respectively (data obtained from GranuPack analyses). Table 2 shows the main informations obtained for both commercial and milled powders by using these two techniques.
LEARN MORE ABOUT THE GRANUPACK
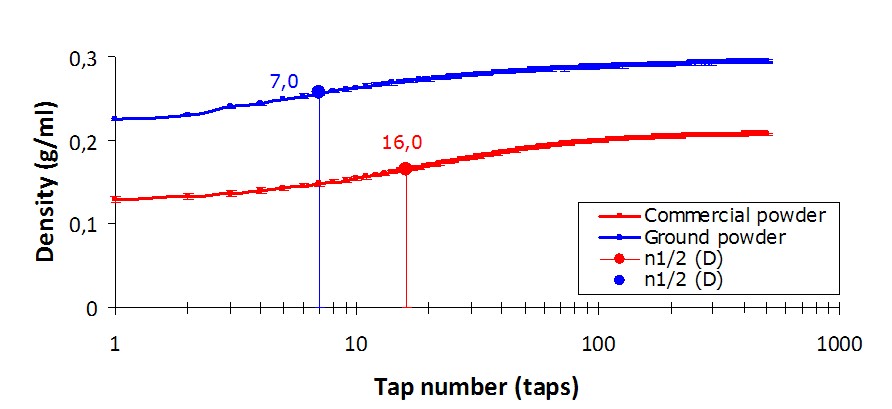
Figure 3: Compaction curves for commercial and milled powders
LEARN MORE ABOUT THE GRANUDRUM
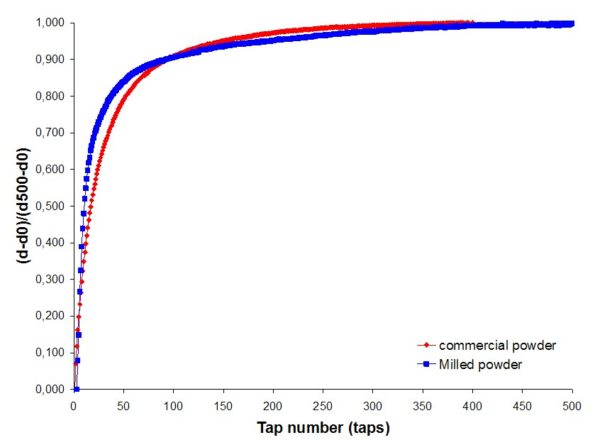
Figure 4: compaction kinetic curves for commercial and milled powders
| Instruments | GranuPack | GranuDrum | |||||
|---|---|---|---|---|---|---|---|
| Parameters | d0 | d500 | n1/2 | Hausner | Angle (10rpm) | Cohesion | |
| Powders | Commercial | 0.123 | 0.207 | 16 | 1.68 | 63.2 | 44.2 |
| Milled | 0.220 | 0.295 | 7 | 1.34 | 47.8 | 25.9 | |
Table 2: main flow ability parameters
From figure 4, we can observe that the relative kinetic of compaction is faster for milled powder than for commercial powder. Such results suggest that milled powder is more rapidly compacted than commercial powder. Indeed, we can see in table 2 that the kinetic parameter (n1/2) extracted from the compaction curves is lower for milled powder than for commercial powder.
Moreover, the high initial density (d0) shows that the milled powder is characterized by a better particle packing than commercial powder. This effect is probably due to the reduction of particle size (tables 1 and 2) after milling. Indeed, in the commercial powder, there are big agglomerates constituted with fine particles (cf. figure 1). These agglomerates are characterized by high internal porosity and probably high roughness what leads to low packing fraction (table 2-see d0).
Figures 5 and 6 show data obtained from the GranuDrum instrument. They represent the evolution of the flowing angle and the cohesive index as a function of the drum rotating speed applied to the powders, respectively. In this case, we can clearly observe that milled powder is characterized by lower flowing angle (figure 5) than the commercial powder. The rheological behavior of the powder stays stable under strain and no hysteresis is observed (no significant differences can be observed between the increasing and decreasing speed).
LEARN MORE ABOUT THE GRANUDRUM
Figure 6 confirms that milled powder is characterized by lower cohesion than the commercial powder. This behavior is in agreement with the results obtained by using the GranuPack instrument. Indeed, lower cohesion observed by using GranuDrum is not due to the small size of the particles but to a more regular surface state (lower roughness) of these particles what considerably increases the kinetic of compaction.
LEARN MORE ABOUT THE GRANUPACK
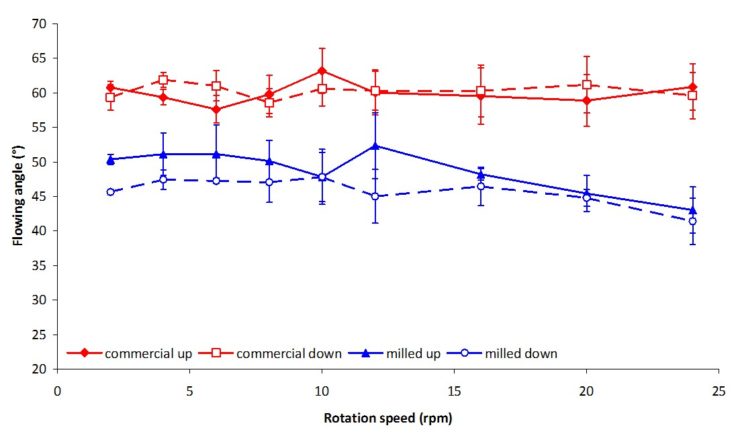
Figure 5: flowing angle evolution for commercial and milled powders
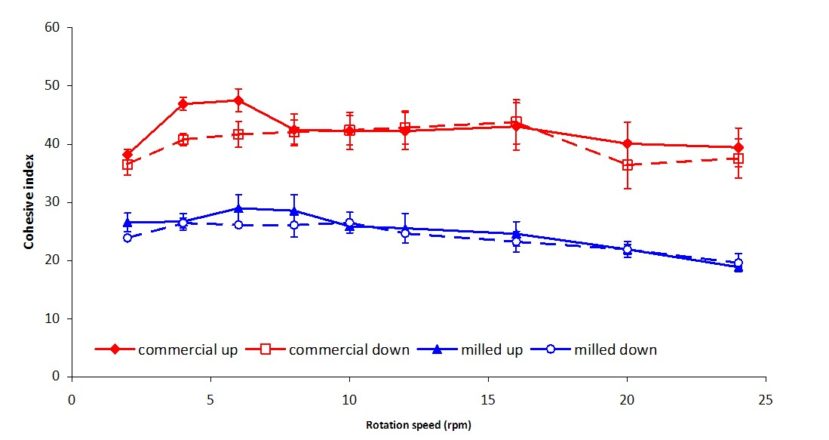
Figure 6: cohesive index for commercial and milled powder
Conclusion
This study shows that an adapted milling of a commercial YBCO powder allows to highly improve its flow properties. Milled powder is characterized by a lower cohesive index, and this, what can be a bite surprising, for a particle size smaller than the commercial powder.
In others words, this study shows that particle size is not the only one key parameter to control the flow ability of a powder. Indeed, by using the GranuDrum and the GranuPack instruments, it is possible to show that the surface state (roughness) of the coarse particles is also a key parameter conditionning the flow ability of the studied powder
Therefore, the GranuPack and the GranuDrum instruments allow to obtain information about the particle-particle interactions by measuring easily macroscopic properties of the powder: flow ability.