Pharmaceutical
Influence Of the Drug Load On Pharmaceutical Blends Processability
For each experiment with the GranuPack, 500 taps were applied to the sample with a taps frequency of 1Hz and the measurement cell free-fall was 1 mm (∝ tap energy). The powder mass is recorded before each experiment...



Introduction
Generalities
The tableting process of pharmaceutical powders involves different steps, the most important is the filling of the die and the compaction of the powder. Good flowing properties of the powders are essential to guarantee a consistent flow through the die. Indeed, the filling of the die is of great importance to obtain low variability of the tablet mass and guarantee a uniform drug load to the patient.
The drug powder has usually a flowability too low to be directly processed, which requires the addition of specifically designed excipients to improve the flowability. A better understanding of the influence of the drug load on the blend behaviour is thus a key parameter to help developing formulation with higher tableting performance.
In this application note, we propose to investigate the influence of the drug load on the packing properties and flowability of pharmaceutical powders. Blends of Acetaminophen (APAP) and silicified microcrystalline cellulose (Prosolv SMCC90) have been produced at different drug loads of APAP. First, the influence of the fraction of APAP on the packing dynamics and flowability of the blends is investigated with the GranuPack and the GranuDrum. Then, tablets are produced in a rotary press (Natoli® NP-RD30) to evaluate the effect of modification of the powder behaviour on the mechanical properties of the tablets. We will show how a proper characterization of the powders can help to gather essential information to predict their performance in the tableting device.
LEARN MORE ABOUT THE GRANUDRUM
GranuDrum
The GranuDrum instrument is an automated powder flowability measurement method based on the rotating drum principle. A horizontal cylinder with transparent sidewalls called drum is half filled with the sample of powder. The drum rotates around its axis at an angular velocity ranging from 2 rpm to 60 rpm. A CCD camera takes snapshots (30 to 100 images separated by 1s) for each angular velocity. The air/powder interface is detected on each snapshot with an edge detection algorithm. Afterward, the average interface position and the fluctuations around this average position are computed. Then, for each rotating speed, the flowing angle (also known in the literature as ‘dynamic angle of repose’) αf is computed from the average interface position and the dynamic cohesive index σf is measured from the interface fluctuations.
In general, a low value of the flowing angle αf corresponds to good flowability. The flowing angle is influenced by a wide set of parameters: the friction between the grains, the shape of the grains, the cohesive forces (van der Waals, electrostatic and capillary forces) between the grains. The dynamic cohesive index σf is only related to the cohesive forces between the grains. A cohesive powder leads to an intermitted flow while a non-cohesive powder leads to a regular flow. Therefore, a dynamic cohesive index closes to zero corresponds to a non-cohesive powder. When the powder cohesiveness increases, the cohesive index increases accordingly.
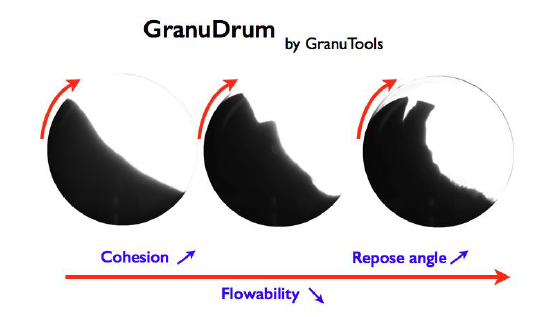
Figure 1: Sketch of GranuDrum measurement principle
LEARN MORE ABOUT THE GRANUDRUM
In addition to the measurement of both the cohesive index σf and the flowing angle αf as a function of the rotating speed, the GranuDrum allows to measure the first avalanche angle and the powder aeration during the flow. In this application note, the powder rheology will be investigated with the cohesive index.
GranuPack
The bulk density, the tapped density and the Hausner ratio measurement (commonly named “tap-tap test”) is very popular for powder characterization because of both the simplicity and the rapidity of the measurement. Moreover, the density and the ability of a powder to increase its density are important parameters for storage, transportation, caking, etc. The recommended procedure is defined in the pharmacopeia. This simple test has three major drawbacks. First, the result of the measurement depends on the operator. Indeed, the filling method influences the initial powder volume. Secondly, the volume measurements by naked eyes induce strong errors on the results. Finally, with this simple method, we completely miss the compaction dynamics between the initial and the final measurements.
LEARN MORE ABOUT THE GRANUPACK
The GranuPack instrument is an automated and improved tapped density measurement method based on recent fundamental research results. The behaviour of the powder submitted to successive taps is analysed with an automatized device. The initial density ρ(0) and the final density after n taps ρ(n) are measured precisely. The Hausner ratio (Hr=ρ(n)/ ρ(0)) is then computed. The slope index α is extracted from the packing curves and gives insight into the kinematics of the first stages of the packing. The higher the slope index, the faster the packing. In this application note, the Hausner ratio and the slope index will be sued to investigate the modification of packing properties of the blends.
Powder Description
Experimental Protocol
For each experiment with the GranuPack, 500 taps were applied to the sample with a taps frequency of 1Hz and the measurement cell free-fall was 1 mm (∝ tap energy). The powder mass is recorded before each experiment. The powder is poured in a metallic tube following the rigorous automated initialization process of the GranuPack to remove user dependency. Afterward, a light hollow cylinder is placed on the top of the powder bed to keep the powder/air interface flat during the compaction process. The tube containing the powder sample rose up to a fixed height of ΔZ and performs free falls. The height h of the powder bed is measured automatically after each tap. From the height h, the volume V of the pile is computed. As the powder mass m is known, the bulk density ρ is evaluated and plotted after each tap.
LEARN MORE ABOUT THE GRANUPACK
Experimental Results
Figure 2 presents the complete packing curves obtained for APAP drug load ranging from 0% to 60% in mass, results are also summarized in Table 1. The differences in the packing curves are clearly evidenced indicating a significant influence of the drug on the packing properties of the blends. First, increasing the drug load leads to an increase of both the initial and final bulk densities of the blends.
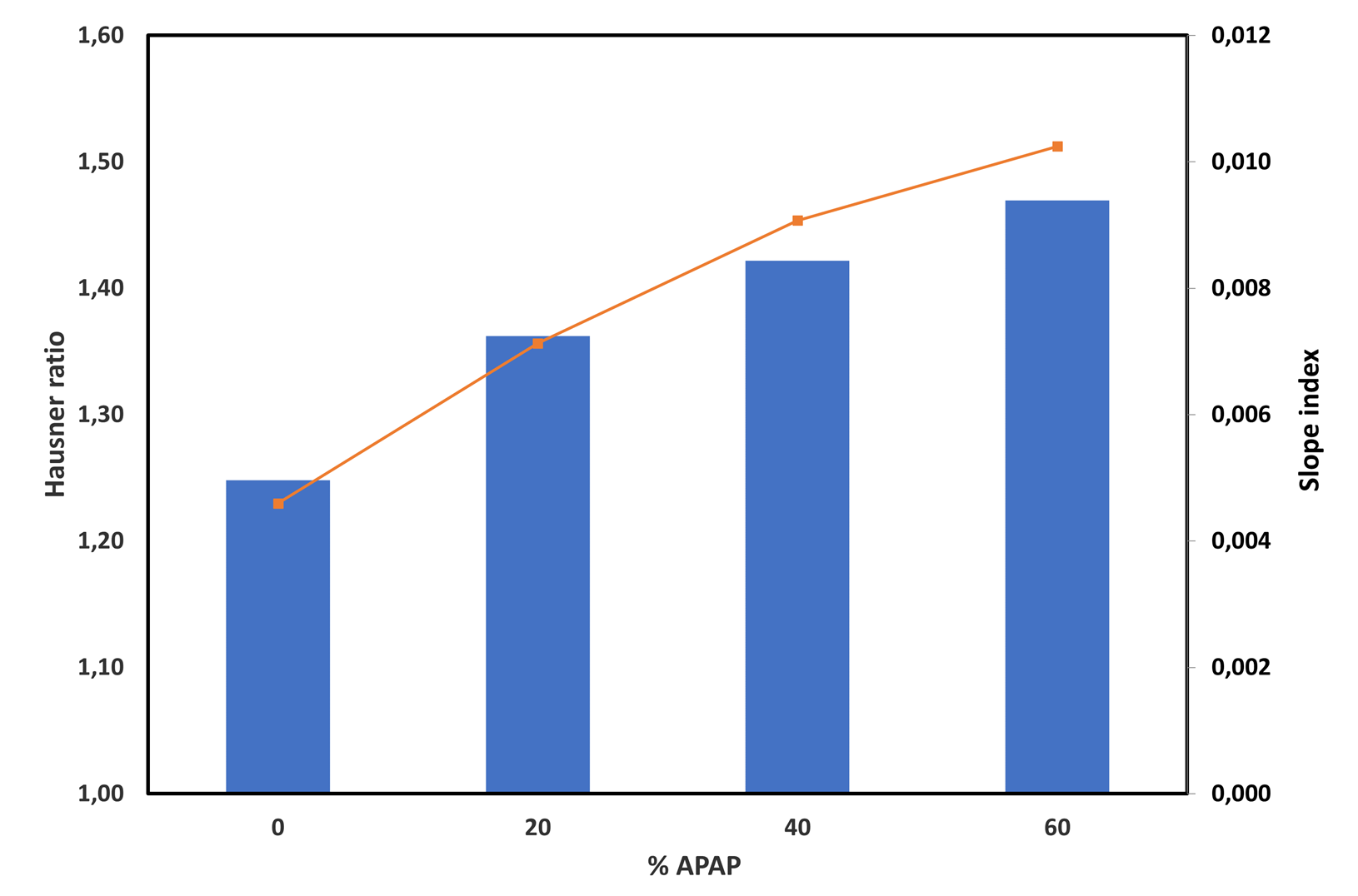
The Hausner ratio evolution is presented in Figure 3. The hausner ratio is classically used as a measure of the powder flowability, the higher the Hausner ratio the lower the flowability. Based on this measure, it appears that increasing the drug load leads to a major increase in the Hausner ratio indicating a significant decrease in flowability. The blend without drug (%APAP) has an Hr=1.25 and is thus expected to exhibit a good flowability. On the opposite, blend with 60% APAP shows a much higher Hausner ratio of 1.47 denoting a major increase of its cohesiveness.
| Sample Name | ρ(0) (g/ml) | ρ(n) (g/ml) | Hr | Slope Index |
|---|---|---|---|---|
| 0% APAP | 0,373 | 0,465 | 1,25 | 4,60E-03 |
| 20% APAP | 0,493 | 0,671 | 1,36 | 7,13E-03 |
| 40% APAP | 0,513 | 0,730 | 1,42 | 9,07E-03 |
| 60% APAP | 0,525 | 0,771 | 1,47 | 1,02E-02 |
Table 1: Initial (ρ(0)) and tapped (ρ(n)) bulk densities, Hausner ratio (Hr) and slope index measured with the GranuPack for the different drug loads
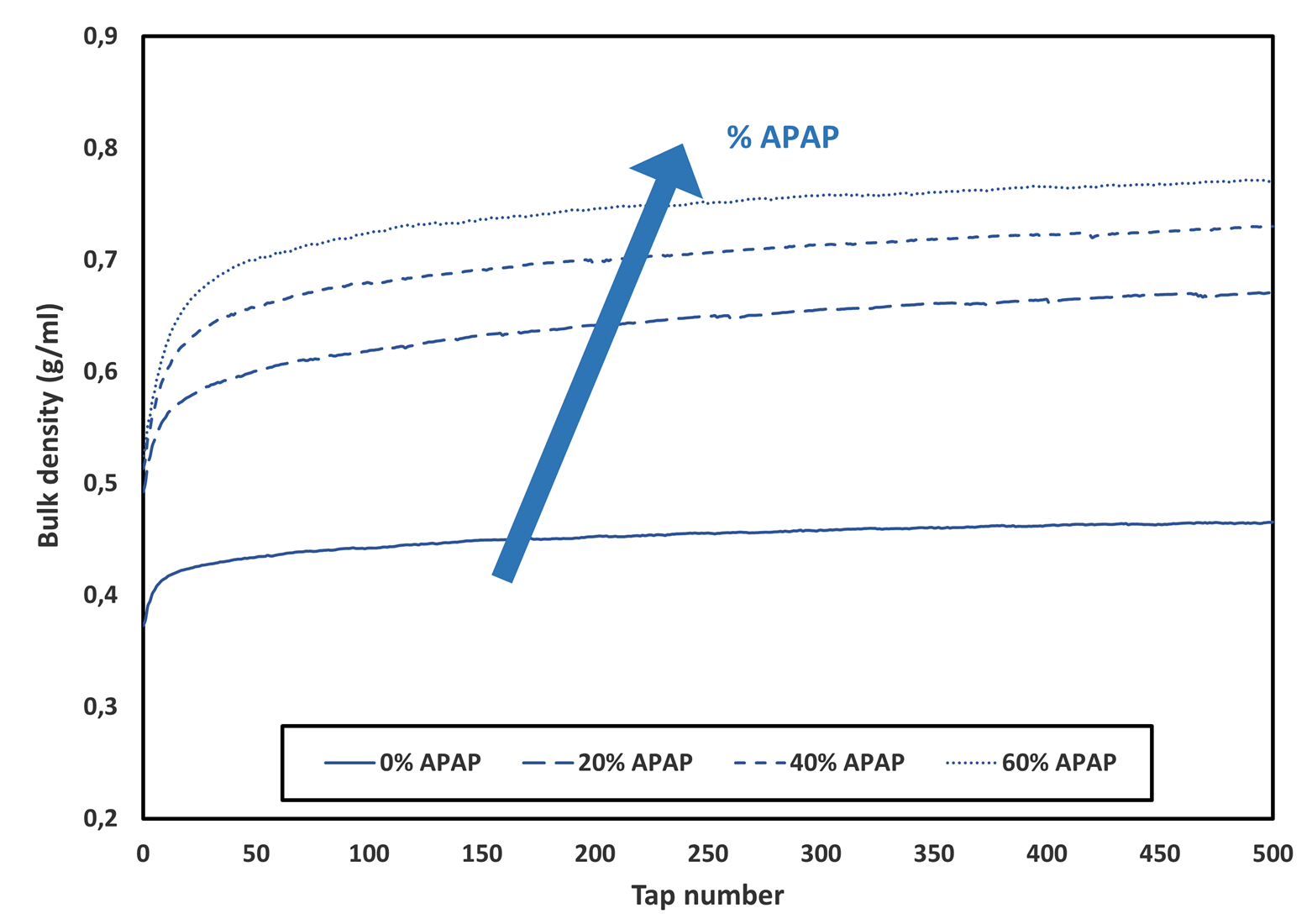
Figure 2: Packing curves obtained for the different drug load (%APAP)
With the GranuPack, bulk density evolution is measured after each tap allowing to investigate the dynamics of packing. The slope index, a measure of the packing kinematics, is presented in Figure 3. Interestingly, we observe that the packing is faster for higher drug load despite the decrease of flowability predicted from the Hausner ratio analysis. An increase of cohesiveness due to stronger cohesive interactions should reduce grains mobility and thus a slow down of packing dynamics is expected. However, the slope index analysis indicates an opposite behaviour. The higher cohesiveness of blends with high drug load allows the powder to sustain a looser packing at rest giving room to quickly increase the bulk density after only a few taps. Moreover, the differences in particle sizes between the drug and the excipient could lead to an increasing amount of finer particles to the blend with increasing drug load helping to rapidly fill the void between the larger grains during packing.
LEARN MORE ABOUT THE GRANUPACK
 and slope index (line) versus the drug load.png)
Figure 3: Hausner ratio (bars) and slope index (line) versus the drug load (%APAP)
Impact On Tablet Properties
Experimental Protocol
For an experiment with the GranuDrum, powders were poured inside the measurement cell just after box opening. The quantity of powder used was approximately 50ml. Several GranuDrum velocities were investigated (from 2 to 10 rpm) and for each velocity, 40 pictures were taken in order to increase the accuracy / repeatability of measurement.
LEARN MORE ABOUT THE GRANUDRUM
Experimental Results
Figure 4 presents the cohesive measured at a rotating speed of 6 rpm obtained for the different drug load. The blend with excipient solely (0% APAP) exhibits the lowest cohesive index around 10, denoting a very good flowability. The increase of drug load is accompanied by an increase of cohesive index denoting a decrease of flowability of the blends. This is perfectly coherent with the packing analysis which showed an increase of Hr with drug load. The drug load increases the powder cohesiveness thus inducing a decrease in its flowability.
Increasing the tablet press speed is interesting to decrease the processing time. However, this requires maintaining a good flowability to keep consistent die filling when the powder is submitted to a higher shear rate. To investigate the rheology of the powder, i.e. its response in terms of cohesiveness due to an increasing applied stress, the cohesive index has been measured at different rotation speeds. Figure 5 presents the evolution of the cohesive index for speeds ranging from 2 to 10 rpm for the different drug loads. For the excipient without drug (0% APAP) the cohesive index exhibits a decrease of cohesive index with speed indicating a shear-thinning behaviour. The flowability is thus expected to be improved at higher shear. Upon increasing the drug load, the rheological behaviour is changed with the disappearance of the shear-thinning. A decrease in tableting performance is thus expected for high drug loads at higher tableting speeds. In particular, a variability of the mass of the tablets due to lack of consistency of the filling the die may arise at high process speed.
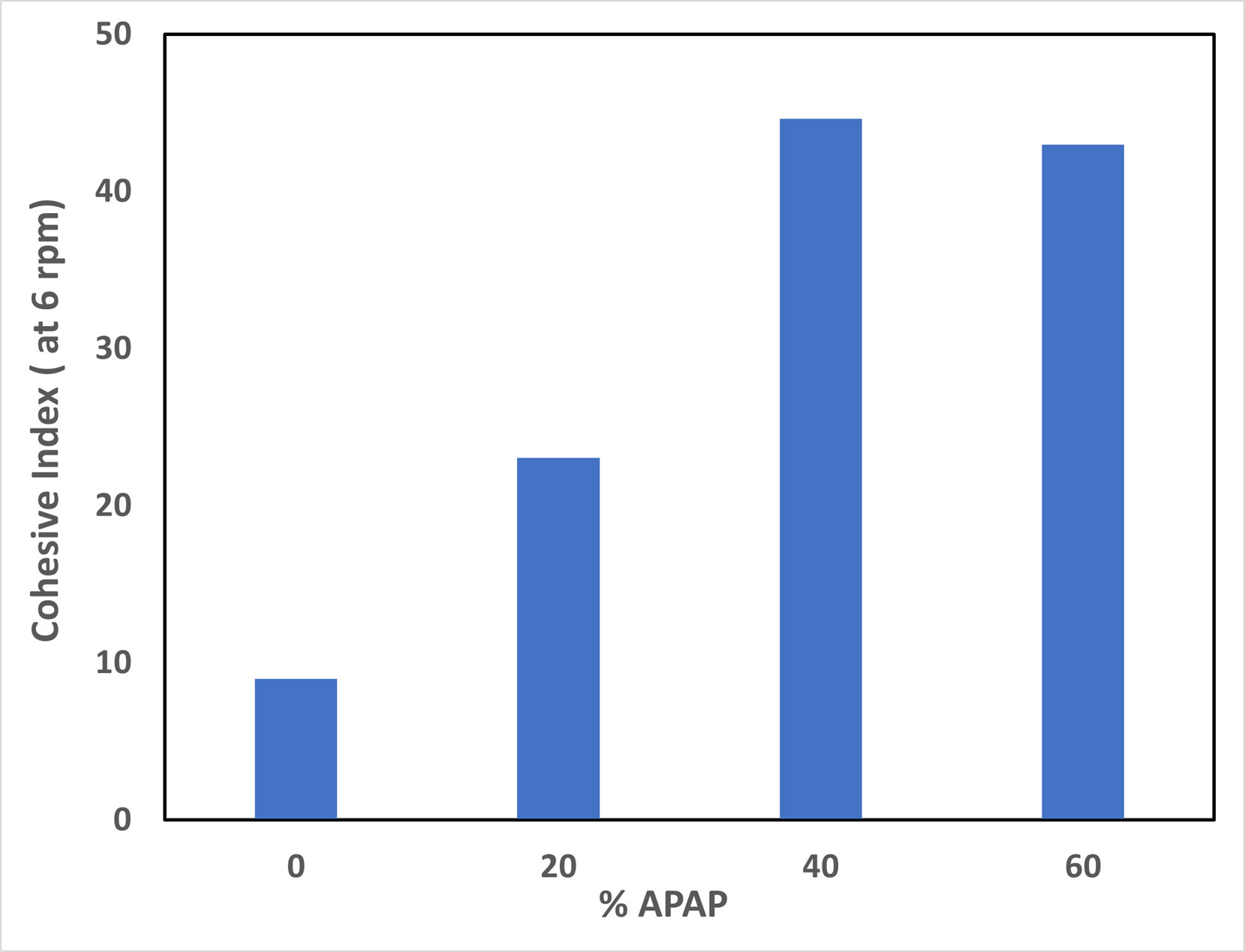
Figure 4: Cohesive index measured at a rotating speed of 6 rpm for the different drug load
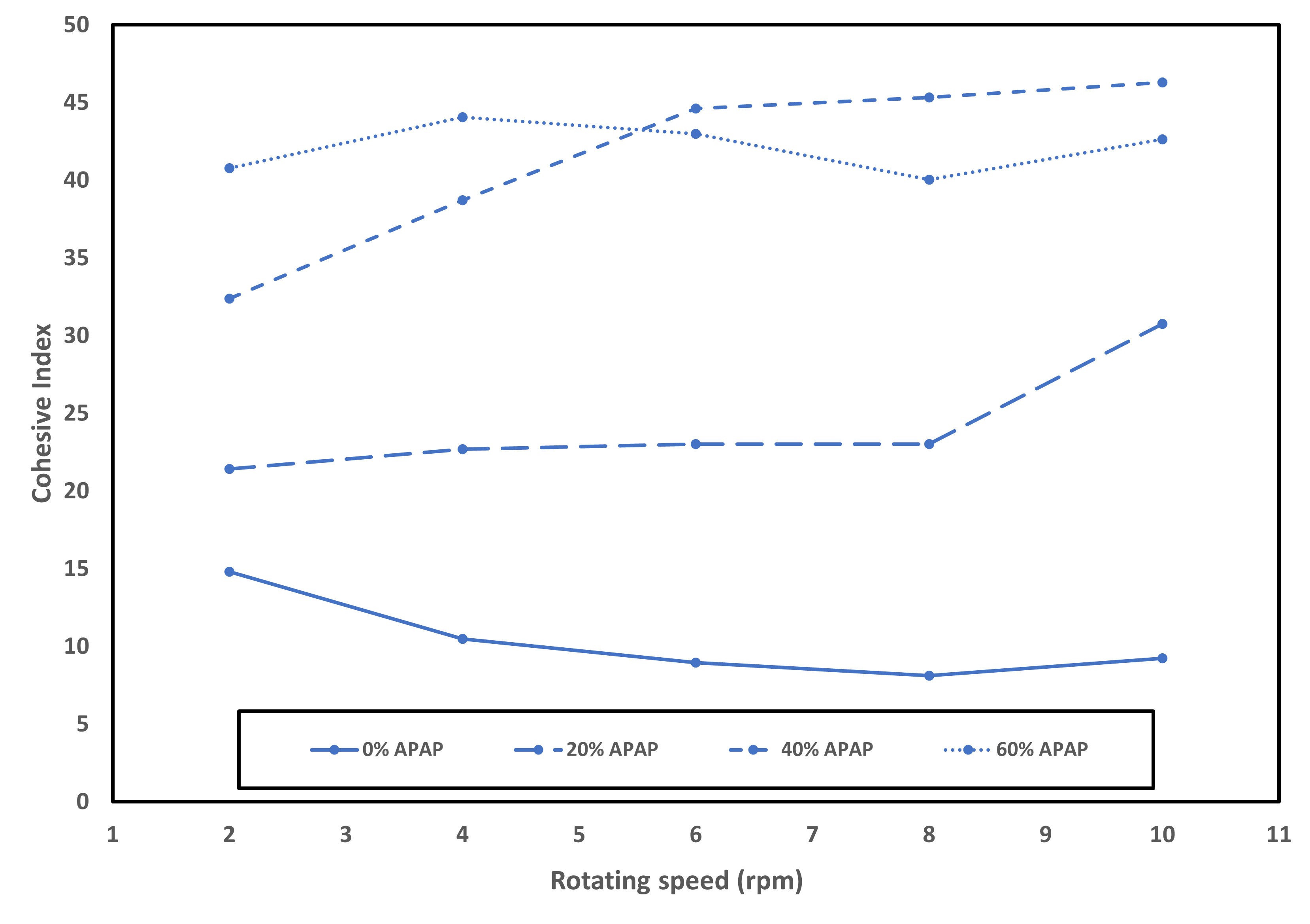
Figure 5: Cohesive index versus the rotating speed for drug load from 0% (only Provolv + Mg Stearate) and 60% APAP in mass
Impact On Tablet Properties
Experimental Protocol
Figure 6 presents the tablet tensile strength versus the drug load for the different compression pressure investigated. The decrease of tablet quality is clearly highlighted with the major decrease of tensile strength with increasing drug load. Moreover, for the lowest compression pressure of 50 MPa, it was not possible to produce tablets for drug load above 40%. Increasing the compression pressure allows to reach higher tensile strength, however, the decreasing trends with drug remains similar.
Experimental Results
Figure 6 presents the tablet tensile strength versus the drug load for the different compression pressure investigated. The decrease of tablet quality is clearly highlighted with the major decrease of tensile strength with increasing drug load. Moreover, for the lowest compression pressure of 50 MPa, it was not possible to produce tablets for drug load above 40%. Increasing the compression pressure allows to reach higher tensile strength, however, the decreasing trends with drug remains similar.
The change of powder properties due to the addition of APAP thus significantly impacts the tablet quality. The blends packing and flowability characterization have shown that the drug load tends to decrease the flowability of the powder by increasing its cohesiveness. The blends cohesiveness seems thus to have a direct consequence on the mechanical properties of the tablet. The lower the flowability the worst the tensile strength of the tablet whatever the compression pressure used.
These results highlight the importance of a good powder characterization. Indeed, assessing beforehand the packing and flowing behaviour of the blends will allow selecting suitable formulations to produce tablets meeting the quality criteria.
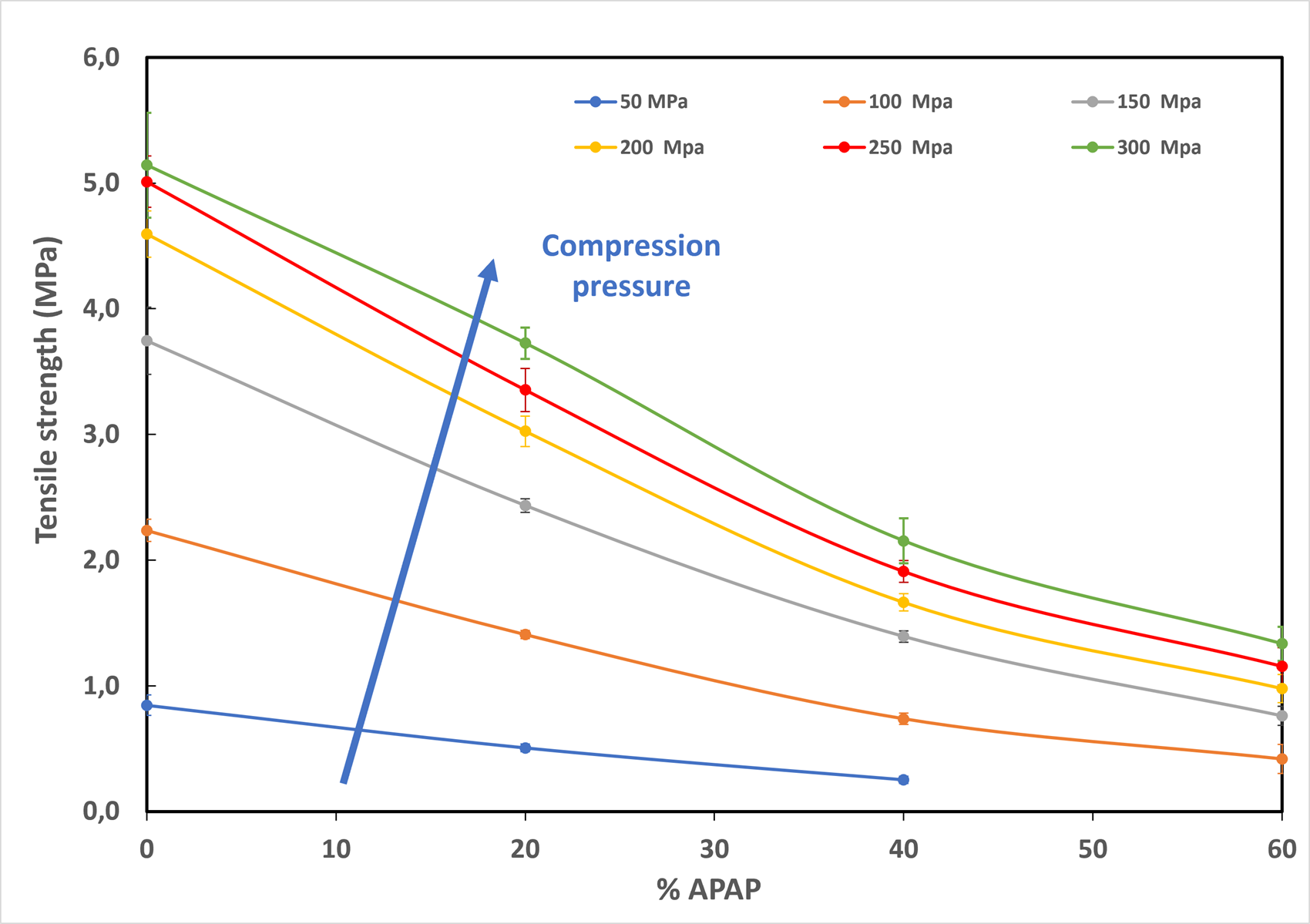
Figure 6: Tablet tensile strength obtained at different compression pressure as a function of the drug load (%APAP). Increasing the drug load leads to significant degradation of tablet mechanical properties
Conclusions
In this application note, the influence of drug load on powder behaviour has been investigated. The drug load is found to induce a significant increase in powder cohesiveness. Packing analysis performed with the GranuPack has shown an increase of Hausner ratio with drug load, denoting an increase of the global cohesiveness of the blends. The packing dynamics of the powder is also influenced. Indeed, we observed faster packing kinematics at high drug load which can be attributed to either the smaller initial bulk density or the effect of finer particles of the APAP. Flowability assessments performed with the GranuDrum have confirmed the results obtained with the packing analysis. Furthermore, thanks to the multiple rotating speeds investigation, a change in powder rheology have been evidenced. Indeed, the excipient without the drug (0% APAP) exhibits an advantageous shear-thinning behaviour which disappears at high drug load.
The powder characterization results have been correlated with the actual tablet mechanical properties. It has been found that the decrease of flowability at high drug load is accompanied by a significant decrease of tablet tensile strength. The importance of performing proper powder characterization to improve blends formulation is thus clearly evidenced.
Acknowledgments
We greatly thank Robert Sedlock, Kerry Cruz and Harsh Shah from Natoli who performed the measurements and provided supporting data for the tablet performance study.
References
Cascade of granular flows for characterizing segregation, G. Lumay, F. Boschin, R. Cloots, N. Vandewalle, Powder Technology 234, 32-36 (2013).
Combined effect of moisture and electrostatic charges on powder flow, A. Rescaglio, J. Schockmel, N. Vandewalle and G. Lumay, EPJ Web of Conferences 140, 13009 (2017).
Compaction dynamics of a magnetized powder, G. Lumay, S. Dorbolo and N. Vandewalle, Physical Review E 80, 041302 (2009).
Compaction of anisotropic granular materials: Experiments and simulations, G. Lumay and N. Vandewalle, Physical Review E 70, 051314 (2004).
Compaction Dynamics of Wet Granular Assemblies, J. E. Fiscina, G. Lumay, F. Ludewig and N. Vandewalle, Physical Review Letters 105, 048001 (2010).
Effect of an electric field on an intermittent granular flow, E. Mersch, G. Lumay, F. Boschini, and N. Vandewalle, Physical Review E 81, 041309 (2010).
Effect of relative air humidity on the flowability of lactose powders, G. Lumay, K. Traina, F. Boschini, V. Delaval, A. Rescaglio, R. Cloots and N. Vandewalle, Journal of Drug Delivery Science and Technology 35, 207-212 (2016).
Experimental Study of Granular Compaction Dynamics at Different Scales: Grain Mobility, Hexagonal Domains, and Packing Fraction, G. Lumay and N. Vandewalle, Physical Review Letters 95, 028002 (2005).
Flow abilities of powders and granular materials evidenced from dynamical tap density measurement, K. Traina, R. Cloots, S. Bontempi, G. Lumay, N. Vandewalle and F. Boschini, Powder Technology, 235, 842-852 (2013).
Flow of magnetized grains in a rotating drum, G. Lumay and N. Vandewalle, Physical Review E 82, 040301(R) (2010).
How tribo-electric charges modify powder flowability, A. Rescaglio, J. Schockmel, F. Francqui, N. Vandewalle, and G. Lumay, Annual Transactions of The Nordic Rheology Society 25, 17-21 (2016).
Influence of cohesives forces on the macroscopic properties of granular assemblies, G. Lumay, J. Fiscina, F. Ludewig and N. Vandewalle, AIP Conference Proceedings 1542, 995 (2013).
Linking compaction dynamics to the flow properties of powders, G. Lumay, N. Vandewalle, C. Bodson, L. Delattre and O. Gerasimov, Applied Physics Letters 89, 093505 (2006).
Linking flowability and granulometry of lactose powders, F. Boschini, V. Delaval, K. Traina, N. Vandewalle, and G. Lumay, International Journal of Pharmaceutics 494, 312–320 (2015).
Measuring the flowing properties of powders and grains, G. Lumay, F. Boschini, K. Traina, S. Bontempi, J.-C. Remy, R. Cloots, and N. Vandewalle, Powder Technology 224, 19-27 (2012).
Motion of carbon nanotubes in a rotating drum: The dynamic angle of repose and a bed behavior diagram, S. L. Pirard, G. Lumay, N. Vandewalle, J-P. Pirard, Chemical Engineering Journal 146, 143-147 (2009).
Mullite coatings on ceramic substrates: Stabilisation of Al2O3–SiO2 suspensions for spray drying of composite granules suitable for reactive plasma spraying, A. Schrijnemakers, S. André, G. Lumay, N. Vandewalle, F. Boschini, R. Cloots and B. Vertruyen, Journal of the European Ceramic Society 29, 2169–2175 (2009).
Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants, G. Yablokova, M. Speirs, J. Van Humbeeck, J.-P. Kruth, J. Schrooten, R. Cloots, F. Boschini, G. Lumay, J. Luyten, Powder Technology 283, 199–209 (2015).
The flow rate of granular materials through an orifice, C. Mankoc, A. Janda, R. Arévalo, J. M. Pastor, I. Zuriguel, A. Garcimartín and D. Maza, Granular Matter 9, p407–414 (2007).
The influence of grain shape, friction and cohesion on granular compaction dynamicsThe European Physical Journal E (2007).