Additive manufacturing
Polymer Powders Ageing Characterization in Additive Manufacturing
Granular materials and fine powders are widely used in industrial applications. To control and to optimize processing methods, these materials have to be precisely characterized...



Introduction
Theoretical Framework
Granular materials and fine powders are widely used in industrial applications. To control and to optimize processing methods, these materials have to be precisely characterized. The characterization methods are related either to the properties of the grains (granulometry, morphology, chemical composition …) and to the behaviour of the bulk powder (flowability, density, blend stability, electrostatic properties …). However, concerning the physical behaviour of bulk powder, most of the techniques used in R&D or in quality control laboratories are based on old measurement techniques. During the last decade, we have updated these techniques to meet the present requirements of R&D laboratories and production departments. In particular, the measurement processes have been automatized and rigorous initialization methods have been developed to obtain reproducible and interpretable results. Moreover, the use of image analysis techniques improves the measurements precision.
A range of measurement methods has been developed to cover all the needs of industries processing powders and granular materials. However, in this application note, we will be focusing on the GranuPack, GranuDrum and GranuCharge instruments.
GranuDrum
The GranuDrum instrument is an automated powder flowability measurement method based on the rotating drum principle. A horizontal cylinder with transparent sidewalls called drum is half filled with the sample of powder. The drum rotates around its axis at an angular velocity ranging from 2 rpm to 60 rpm. A CCD camera takes snapshots (30 to 100 images separated by 1s) for each angular velocity. The air/powder interface is detected on each snapshot with an edge detection algorithm.
Afterwards, the average interface position and the fluctuations around this average position are computed. Then, for each rotating speed, the flowing angle (also known in the literature as ‘dynamic angle of repose’) αf is computed from the average interface position and the dynamic cohesive index σf is measured from the interface fluctuations. In general, a low value of the flowing angle αf corresponds to a good flowability. The flowing angle is influenced by a wide set of parameters: the friction between the grains, the shape of the grains, the cohesive forces (Van der Waals, electrostatic and capillary forces) between the grains. The dynamic cohesive index σf is only related to the cohesive forces between the grains. A cohesive powder leads to an intermitted flow while a non-cohesive powder leads to a regular flow.
LEARN MORE ABOUT THE GRANUDRUM
Therefore, a dynamic cohesive index closes to zero corresponds to a non-cohesive powder. When the powder cohesiveness increases, the cohesive index increases accordingly.
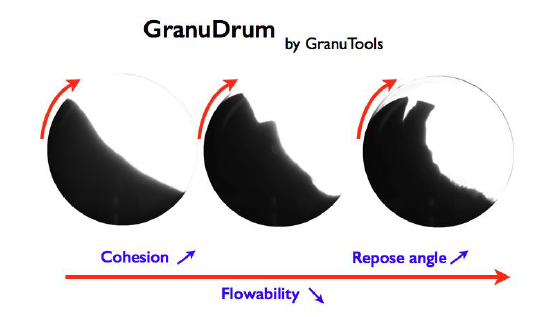
In addition to the measurement of both the cohesive index σf and the flowing angle αf as a function of the rotating speed, the GranuDrum allows to measure the first avalanche angle and the powder aeration during the flow
GranuPack
The bulk density, the tapped density and the Hausner ratio measurement (commonly named “taptap test”) is very popular for powder characterization because of both the simplicity and the rapidity of the measurement. Moreover, the density and the ability of a powder to increase its density are important parameters for storage, transportation, caking, etc. The recommended procedure is defined in the pharmacopeia. This simple test has three major drawbacks. First, the result of the measurement depends on the operator. Indeed, the filling method influences the initial powder volume. Secondly, the volume measurements by naked eyes induce strong errors on the results. Finally, with this simple method, we completely miss the compaction dynamics between the initial and the final measurements.
The GranuPack instrument is an automated and improved tapped density measurement method based on recent fundamental research results. The behaviour of the powder submitted to successive taps is analysed with an automatized device. The Hausner ratio Hr, the initial density ρ(0) and the final density after n taps ρ(n) are measured precisely. The tap number is commonly fixed at n=500. Moreover, a dynamical parameter n1/2 and an extrapolation of the maximum density ρ(∞) are extracted from compaction curves. Additional indexes can be used but they are not presented in this report.
LEARN MORE ABOUT THE GRANUPACK
The powder is placed in a metallic tube with a rigorous automated initialization process. Afterward, a light hollow cylinder is placed on the top of the powder bed to keep the powder/air interface flat during the compaction process. The tube containing the powder sample rose up to a fixed height of ΔZ and performs free falls. The free fall height is generally fixed to ΔZ = 1mm or ΔZ=3mm. The height h of the powder bed is measured automatically after each tap. From the height h, the volume V of the pile is computed. As the powder mass m is known, the density ρ is evaluated and plotted after each tap. The density is the ratio between the mass m and the powder bed volume V. With the GranuPack method, the results are reproducible with a small quantity of powder (typically 35 ml). The Hausner ratio Hr is related to the compaction ratio and is calculated by the equation Hr = ρ(500) / ρ(0) , where ρ(0) is the initial bulk density and ρ(500) the tapped density computed obtained after 500 taps.
GranuCharge
Electrostatic charges are created inside a powder during a flow. This apparition of electric charges is due to the triboelectric effect, which is a charge exchange at the contact between two solids. During the flow of a powder inside a device (mixer, silo, conveyor, …), the triboelectric effect takes place at the contact between the grains and at the contact between the grains and the device. Therefore, the characteristics of the powder and the nature of the material used to build the device are important parameters.
LEARN MORE ABOUT THE GRANUCHARGE
The GranuCharge instrument measures automatically and precisely the quantity of electrostatic charges created inside a powder during a flow in contact with a selected material.
The powder sample flows inside a vibrating V-tube and fall in a Faraday cup connected to an electrometer. The electrometer measures the charge acquired by the powder during the flow inside the V-tube. In order to obtain reproducible results, a rotating or a vibrating device is used to feed the V-tube regularly.
Selected Powders
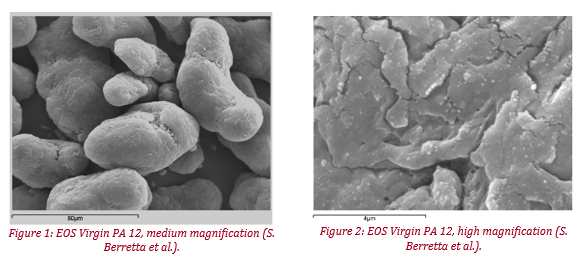
A PA 12 powder was selected during this study, this sample was provided by Materialise (Leuven, Belgium): A SLS powder grades Polyamide 2200 (PA12) manufactured by EOS (Krailling, Deutschland).
The polyamide 12 is investigated in its virgin, recycled form. A mix of PA 12 Virgin and Recycled (50% of sieved Virgin and sieved Recycled) will also be investigated. All the data available about the PA 12 Virgin are listed below:
- Average sphericity of 0.86
- D50: 50-62 µm
- (D90-D10)/D50: 0.7-1.1
- Percentage of particles with a diameter lower than 10 µm: 2.5-5.0 %
The polyamide material has a broad thermal processing window (between melting and crystallization peaks) which makes it less sensitive to thermal fluctuations during processing. Virgin material is processable with the necessary attention (tendency to warp/curl upon solidification) and gives very good part properties in terms of porosity and mechanical resistance. After recycling the material, it can be processed with ease (less warpage) but will have inferior properties (basically). Therefore, depending on the specific grade of PA12, a mix must be produced of virgin and used material. The mix depends on the degree of ageing and provides a trade-off between being well processable and having good final part properties. Thus, making a classification between the materials is a bit difficult, but to arrange them in terms of process ease, from worst to best: Virgin – Mixed – Recycled. To arrange them according to final part properties, from worst to best: Recycled – Mixed – Virgin.
GranuPack Analysis
Experimental Protocol
For each experiment with the GranuPack, 500 taps were applied to the sample with a tap frequency of 1Hz and the measurement cell free-fall was 1 mm (∝ tap energy). Before an experiment, air temperature and hygrometry are recorded. Some samples were analyzed two times. The main purpose is to prove the high accuracy of the GranuPack instrument and to highlight the ageing of powders and its impact on their flowability.
LEARN MORE ABOUT THE GRANUPACK
Experimental Data
The powder mass is recorded before each experiment. The sample is poured inside the measurement cell by following the software instructions (i.e. without user dependency). Powders bulk densities were investigated under the same moisture conditions (40% RH and 20°C).
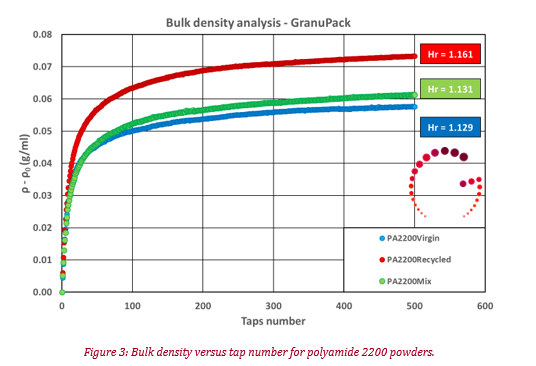
The full results are described by Table 1 where ρ(0) is the initial bulk density (in g/mL), ρ(500) the bulk density after 500 taps (g/mL). ρ(∞) is the optimal bulk density (in g/mL), it is calculated by a model available in the GranuPack software and predicts the minimum density achievable by the tapping test. Hr and Cr are the Hausner and Carr ratios, n1/2 and τ are two parameters linked to the compaction kinetic:
| Sample | p(0) (g/mL) | p(500) (g/mL) | n1/2 | Hr | Cr | p(∞) (g/mL) | τ |
|---|---|---|---|---|---|---|---|
| PA 12 Virgin | 0.445 | 0.503 | 9.2 | 1.129 | 11.4 | 0.518 | 10.7 |
| PA 12 Mix | 0.467 | 0.528 | 12.0 | 1.131 | 11.6 | 0.546 | 14.8 |
| PA 12 Recycled | 0.456 | 0.530 | 11.4 | 1.161 | 13.8 | 0.549 | 12.9 |
Results Interpretation
Based on Figure 3 and Table 1 one can observe that the GranuPack instrument differentiates with great accuracy all the powders.
Regarding initial bulk densities, we can see that the PA 12 Mix is the heaviest sample with a bulk density close to 0.467g/cm3, the Recycled powder comes in second position with a bulk density equal to 0.456g/cm3. Finally, the virgin powder is the lightest one, with a bulk density close to 0.445g/cm3. The difference between the virgin and recycled powder can be explained by the SLS process, indeed, the post-condensation mechanism can lead to an increase in molecular weight and may also change the particles size distribution and shape of the unused polyamide 12 powder, and thus, can lead to a higher bulk density. Moreover, the high density of the Mixed and Recycled PA 12 may be due to the sieving process, which will keep the small particles.
After the compaction process, the virgin powder has the lowest tapped density (0.503g/cm3), while recycled and mix powders achieved a similar final density (close to 0.530g/cm3). These differences are linked to the powder flowability, which are highlighted by the Hausner ratio (equal to final density divided by initial one). Indeed, we can see that virgin powder has the best flowability (Hr = 1.129), while recycled sample has the worst one (Hr = 1.161).
Regarding the compaction dynamic (n1/2 parameter), it is possible to conclude that the compaction is faster for the virgin sample (n1/2 = 9.2) than other samples (n1/2 close to 12.0).
GranuDrum Analysis
Experimental Protocol
For an experiment with the GranuDrum, powders were poured inside the measuring cell just after box opening. The quantity of powder used was approximately 50ml. Every powder was analysed under standard conditions (40%RH and 20°C). Twenty Granudrum velocities were investigated (from 2 to 60rpm) and for each velocity, 50 pictures were taken to increase the accuracy/repeatability of measurement.
LEARN MORE ABOUT THE GRANUDRUM
Experimental Results
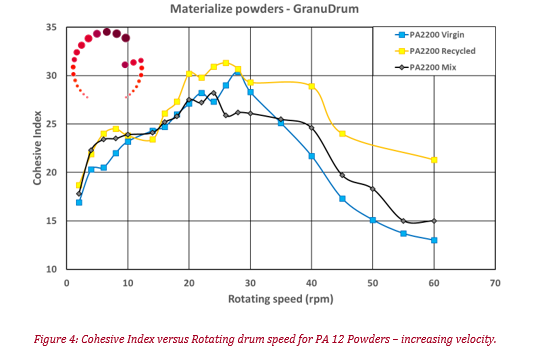
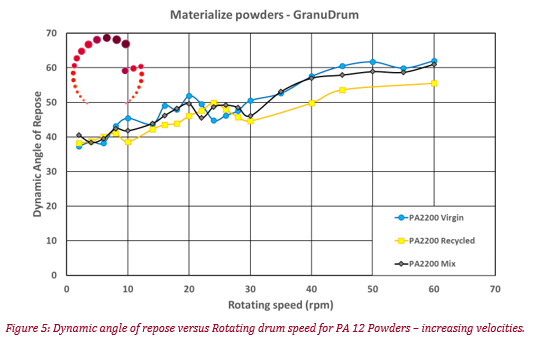
Figure 4 and Figure 5 represent the cohesive index and the dynamic angle of repose as a function of the GranuDrum rotating speed. All presented measurements were performed by increasing the Drum speed. The dynamic Angle of Repose quantify powder flowability (it considers the three cohesive forces: Van der Waals, Electrostatic and capillary, but also the contact forces between grains). The Cohesive Index is linked to the fluctuations of the interface (powder/air) position, and it only represents the three contact forces. Thus, the Dynamic Angle of repose characterize powder flowability, while Cohesive Index quantify powder spreadability.
Discussion
Unfortunately, due to similar powders flowing behaviours (cf. the corresponding Hausner ratio), the GranuDrum cannot highlight difference between the powders (with the Dynamic Angle of Repose). However, if we look at the low cohesive index (between 13 to 32) and the low Dynamic Angle of Repose (between 38° to 60°) we can deduce that the powders flowability and spreadability for a recoater process are good (G. Yablokova et al., 2015).
However, due to its original algorithm images treatment, i.e., the Cohesive Index, powder classification can be achieved. Indeed, for high velocities (above 30rpm, 125mm/s, see Appendix 2 for speed conversion), the Recycled powder shows the worst spreadability of all samples, then it comes the mixed powders. Finally, the virgin powder will be the best candidate for a recoater process (above 125mm/s).
The materialise company observed that the virgin powder is difficult to process. However, if they slightly increase their process (above 40rpm, i.e., 170mm/s) we can see that the spreadability of this powder will increase, thus, making the recoater process easier.
GranuCharge Analysis
Experimental Protocol
The triboelectric effect of the powders was investigated with the help of the GranuCharge instrument. For each experiment with the GranuCharge, stainless-steel 316L pipes and rotating feeder were used (cf. Figure 6):
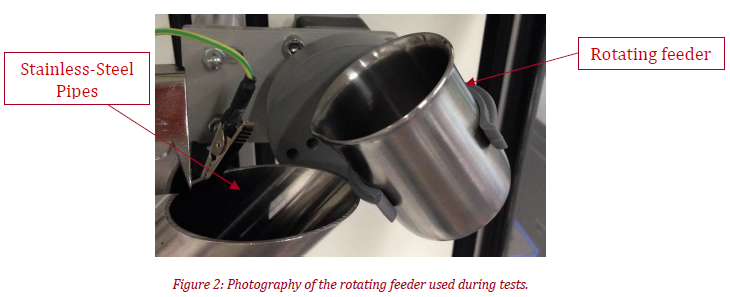
The quantity of powder used for each measurement was 50mL and the powder was not reused after a measurement. Tests have been repeated three times and the average value was plotted. All powders were analysed under standard conditions (40%RH and 20°C).
LEARN MORE ABOUT THE GRANUCHARGE
At the beginning of the test, the initial powder charge density (qi, in nC/g) is measured by introducing powder inside the Faraday cup. Once this step is completed, the powder is poured inside the rotating feeder, and then the experiment starts. The final charge density is measured at the end of experiment (qf, nC/g).
Table 2 summarizes all the results obtained with the GranuCharge instrument. Each charge density value corresponds to the average value calculated between the two tests. ( , in µC/kg):
| Sample Name | q0 (nC/g) | qf (nC/g) | qf- q0 (nC/g) |
|---|---|---|---|
| PA 12 Virgin | 0.058 | -2.353 | -2.411 |
| PA 12 Recycled | 0.219 | -0.416 | -0.635 |
| PA 12 Mix | 0.107 | -0.590 | -0.697 |
Results Interpretation
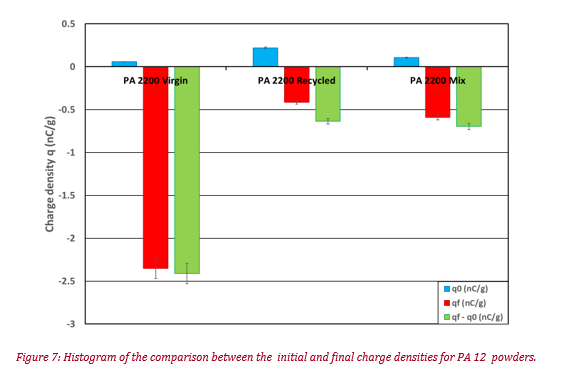
Figure 7 is interesting, because it shows that with the GranuCharge instrument, differentiations between powders can be made with great accuracy (4%). Even with the initial charge densities are found to be significantly different from one powder to another. Indeed, for the virgin powder, initial charge density is the lowest (0.06nC/g), while for the recycled sample, this is the highest with a charge density equal to 0.219nC/g. For the mixed sample, the charge density value is located between others PA 12 (0.107nC/g). Moreover, every initial charge density value is positive, thus all the tested PA 12 powders are cationic.
LEARN MORE ABOUT THE GRANUCHARGE
After a flow in contact with Stainless-Steel 316L pipes, the electrical charges build up by the powders are negatives. At the end of experiment, the virgin powder is the most charged (qf = -2.353nC/g), the recycled powder comes in last position (qf = -0.416nC/g) and the mixed sample is located between them (qf = -0.590nC/g). Several factors can explain those differences, the particles size distribution (especially because the mixed and recycled powder were sieved), the surface properties / oxidation (for particles in close contact to laser in SLS process), and the water adsorption capacities that can be different between one powder to another (a fortiori if the surface properties are different).
Finally, we can see that, due to its high sensitivity to accumulate charge, the virgin powder will be stickier and will be more likely to create agglomerates than other samples. Therefore, its process-ability may be difficult to achieve.
Conclusion
- Ageing of PA 12 powders for AM is difficult to highlight with classical methods (Hall Flowmeter for example). However, due to high-resolution of its instruments, GranuTools company is able to quantify powders ageing.
- The combination of the GranuPack and GranuCharge experiments could not only exhibit differences between virgin, recycled and mixed powders but also between powders of identical nature with different thermal histories due to the SLS process.
- The GranuPack instrument is sensitive to particle form factors such as aspect ratio, elliptic smoothness, and solidity. The GranuPack is also accurate when blends are considered (such as a mix between Virgin and recycled powders).
- The GranuDrum instrument, due to its original image treatment algorithm can highlight the differences between the provided poly amide samples.
- The GranuCharge instrument clearly differentiates between the ageing state of powders and this, with a great accuracy.
- The GranuCharge method is highly sensitive to particles surface state such as oxidation, pollution, roughness, etc.
- Further testing on these systems should enable a consistent and reproducible characterization of powders for AM that aims at discarding powders that are not suitable for SLS process anymore.
References
Cascade of granular flows for characterizing segregation, G. Lumay, F. Boschin, R. Cloots, N. Vandewalle, Powder Technology 234, 32-36 (2013).
Combined effect of moisture and electrostatic charges on powder flow, A. Rescaglio, J. Schockmel, N. Vandewalle and G. Lumay, EPJ Web of Conferences 140, 13009 (2017).
Compaction dynamics of a magnetized powder, G. Lumay, S. Dorbolo and N. Vandewalle, Physical Review E 80, 041302 (2009).
Compaction of anisotropic granular materials: Experiments and simulations, G. Lumay and N. Vandewalle, Physical Review E 70, 051314 (2004).
Compaction Dynamics of Wet Granular Assemblies, J. E. Fiscina, G. Lumay, F. Ludewig and N. Vandewalle, Physical Review Letters 105, 048001 (2010).
Effect of an electric field on an intermittent granular flow, E. Mersch, G. Lumay, F. Boschini, and N. Vandewalle, Physical Review E 81, 041309 (2010).
Effect of relative air humidity on the flowability of lactose powders, G. Lumay, K. Traina, F. Boschini, V. Delaval, A. Rescaglio, R. Cloots and N. Vandewalle, Journal of Drug Delivery Science and Technology 35, 207-212 (2016).
Experimental Study of Granular Compaction Dynamics at Different Scales: Grain Mobility, Hexagonal Domains, and Packing Fraction, G. Lumay and N. Vandewalle, Physical Review Letters 95, 028002 (2005).
Flow abilities of powders and granular materials evidenced from dynamical tap density measurement, K. Traina, R. Cloots, S. Bontempi, G. Lumay, N. Vandewalle and F. Boschini, Powder Technology, 235, 842-852 (2013).
Flow of magnetized grains in a rotating drum, G. Lumay and N. Vandewalle, Physical Review E 82, 040301(R) (2010).
How tribo-electric charges modify powder flowability, A. Rescaglio, J. Schockmel, F. Francqui, N. Vandewalle, and G. Lumay, Annual Transactions of The Nordic Rheology Society 25, 17-21 (2016).
Influence of cohesives forces on the macroscopic properties of granular assemblies, G. Lumay, J. Fiscina, F. Ludewig and N. Vandewalle, AIP Conference Proceedings 1542, 995 (2013).
Linking compaction dynamics to the flow properties of powders, G. Lumay, N. Vandewalle, C. Bodson, L. Delattre and O. Gerasimov, Applied Physics Letters 89, 093505 (2006).
Linking flowability and granulometry of lactose powders, F. Boschini, V. Delaval, K. Traina, N. Vandewalle, and G. Lumay, International Journal of Pharmaceutics 494, 312–320 (2015).
Measuring the flowing properties of powders and grains, G. Lumay, F. Boschini, K. Traina, S. Bontempi, J.-C. Remy, R. Cloots, and N. Vandewall, Powder Technology 224, 19-27 (2012).
Motion of carbon nanotubes in a rotating drum: The dynamic angle of repose and a bed behavior diagram, S. L. Pirard, G. Lumay, N. Vandewalle, J-P. Pirard, Chemical Engineering Journal 146, 143-147 (2009).
Mullite coatings on ceramic substrates: Stabilisation of Al2O3–SiO2 suspensions for spray drying of composite granules suitable for reactive plasma spraying, A. Schrijnemakers, S. André, G. Lumay, N. Vandewalle, F. Boschini, R. Cloots and B. Vertruyen, Journal of the European Ceramic Society 29, 2169–2175 (2009).
Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants, G. Yablokova, M. Speirs, J. Van Humbeeck, J.-P. Kruth, J. Schrooten, R. Cloots, F. Boschini, G. Lumay, J. Luyten, Powder Technology 283, 199–209 (2015).
The flow rate of granular materials through an orifice, C. Mankoc, A. Janda, R. Arévalo, J. M. Pastor, I. Zuriguel, A. Garcimartín and D. Maza, Granular Matter 9, p407–414 (2007).
The influence of grain shape, friction and cohesion on granular compaction dynamics, N. Vandewalle, G. Lumay, O. Gerasimov and F. Ludewig, The European Physical Journal E (2007).