Additive manufacturing
Effect of Recycling on The Spreadability of Metallic Powder Using The GranuDrum
Many industries are already using GranuTools instruments range in different fields: additive manufacturing, food processing, pharmaceuticals, bulk material handling. The present application note is mainly focused on additive manufacturing.

Introduction
Generalities
Granular materials and fine powders are widely used in industrial applications. To control and to optimize processing methods, these materials have to be precisely characterized. The characterization methods are related either to the properties of the grains (granulometry, morphology, chemical composition, …) or to the behaviour of the bulk powder (flowability, density, blend stability, electrostatic properties, …). However, concerning the physical behaviour of bulk powder, most of the techniques used in R&D or quality control laboratories are based on old measurement techniques.
During the last decade, GranuTools updated these techniques to meet the present requirements of R&D laboratories and production departments. In particular, the measurement processes have been automatized and rigorous initialization methods have been developed to obtain reproducible and interpretable results. Moreover, the use of image analysis techniques improves the measurements precision. Many industries are already using GranuTools instruments range in different fields: additive manufacturing, food processing, pharmaceuticals, bulk material handling. The present application note is mainly focused on additive manufacturing.
Powder bed fusion (PBF) is a specific kind of additive manufacturing process, which includes Selective Laser Sintering (SLS) and Selective Laser Melting (SLM). A schematic diagram of a typical laser PBF machine is described by the following figure (Figure 1). The powder is stored in a hopper and progressively exposed by a rising piston to the recoater. This recoater, can either be a blade or a roller that spreads the exposed powder across the bed. The main purpose of this operation is to create a stress free thin and uniform layer. The powder excess is captured in a secondary container for re-use (recycling). The same cycle of spreading, melting is repeated several times, to build the component, layer-by-layer.
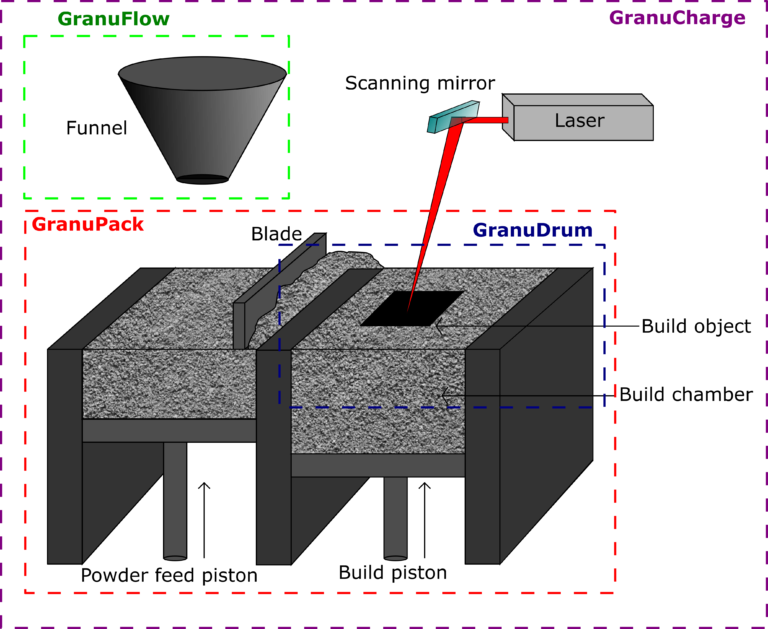
Figure 1: Schematic diagram of a PBF process
Inside the range of measurement methods developed by GranuTools we selected GranuDrum for the present study because the measured cohesive index has been shown to quantify the spreadability of the powder during the recoating process (see reference G. Yablokova et al. 2015). Indeed, the confining pressure is low, the flow speed is relatively high and the free powder/gas interface plays an important role in powder bed based 3D printers. Therefore, the cohesive index measured in the rotating drum (see the detailed description in the next section) geometry is a good candidate to perform powder rheology characterization in the framework of additive manufacturing.
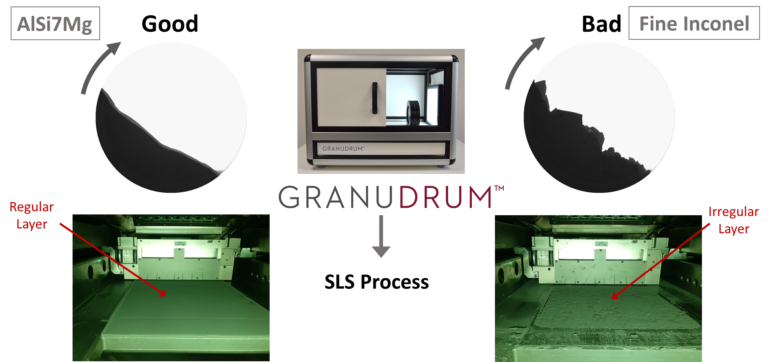
Figure 2: A linkage between PBF recoating process and GranuDrum methodology (image analysis)
Figure 2 relates GranuDrum measurement and the powder layer produced by recoater. A good flowing powder (AlSi7Mg), which produce homogeneous (regular) layer on the bed also form a smooth interface both in the GranuDrum and in the printer. However, powder with bad flowing properties, which creates non-homogeneous layer on the bed also form irregular interface also in the GranuDrum.
LEARN MORE ABOUT THE GRANUDRUM
In the present application note, we show that GranuDrum allows also to characterize the effect of powder recycling. Before showing and discussing the results, a detailed description of methodology and procedure adopted by GranuDrum is given in the next section.
GranuDrum
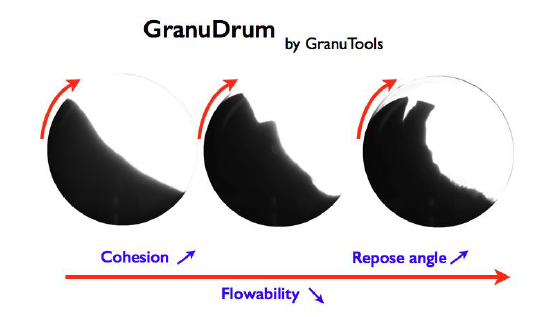
The GranuDrum instrument is an automated powder flowability measurement method based on the rotating drum principle. A horizontal cylinder with transparent sidewalls called drum is half filled with the sample of powder. The drum rotates around its axis at an angular velocity ranging from 2 rpm to 70 rpm. A CCD camera takes snapshots (10 to 100 images separated by 1s) for each angular velocity. The air/powder interface is detected on each snapshot with an edge detection algorithm. Afterward, the average interface position and the fluctuations around this average position are computed. Then, for each rotating speed, the flowing angle (also known in the literature as ‘dynamic angle of repose’) αf is computed from the average interface position and the dynamic cohesive index σf is measured from the interface fluctuations.
In general, a low value of the flowing angle αf corresponds to a good flowability. The flowing angle is influenced by a wide set of parameters: the friction between the grains, the shape of the grains, the cohesive forces (van der Waals, electrostatic and capillary forces) between the grains. The dynamic cohesive index σf is only related to the cohesive forces between the grains. A cohesive powder leads to an intermitted flow while a non-cohesive powder leads to a regular flow.
Therefore, a dynamic cohesive index closes to zero corresponds to a non-cohesive powder. When the powder cohesiveness increases, the cohesive index increases accordingly.
In addition to the measurement of both the cohesive index σf and the flowing angle αf as a function of the rotating speed, the GranuDrum allows to measure the first avalanche angle and the powder aeration during the flow.
LEARN MORE ABOUT THE GRANUDRUM
In this application note, we focus on the cohesive index.
Powders Description
Titanium based metal powder (Ti6-Al4-V) was used for this investigation. Two different states of this powder were used: fresh and recycled (multiple stages). The next table summarizes the information about particle size distribution.
| Powder Name | Particle Size |
|---|---|
| Ti6-Al4-V(fresh) | d10=15 μm, d90=53 μm |
| Ti6-Al4-V(recycled) | d10=20 μm, d90=63 μm |
All those products will be investigated using the GranuDrum standard cell (cell volume=100ml; volume of powder used=50ml).
Process Description
The two powders presented above are of interest, as they perform well in the process (Selective Laser Sintering: SLS). However, they differ slightly in certain aspects. For fresh Ti6-Al4-V powder, it was required to keep dosing setting (amount of powder) higher on the bed as compared to the recycled (reused) powder. Because of the qualitative nature of the observations on recoating, it was proposed to reach out about the GranuDrum analysis. We wanted to learn if quantitative values could be determined to explain what we observe.
GranuDrum Analysis
Experimental Protocol
For an experiment with the GranuDrum, powders were poured inside the measuring cell just after box opening. The quantity of powder used was 50ml. Every powder was analysed under ambient conditions (40±1%RH and 20±1°C). GranuDrum velocities were investigated from 2 to 60rpm. For each velocity, 40 pictures were taken to increase the accuracy/repeatability of measurement.
Experimental Results
Figure 4 presents the Cohesive Index as a function of the GranuDrum rotating speed. Cohesive Index is linked to the fluctuations of the interface (powder/air) position induced by cohesive forces (Van der Waals, Electrostatic and Capillary). Thus, as discussed in the Generalities section, it quantifies powder spreadability. Fresh powder, which has higher cohesive index was measured three times to see the reproducibility of the result. Error bars are showing the standard deviation with respect to the average value.
LEARN MORE ABOUT THE GRANUDRUM
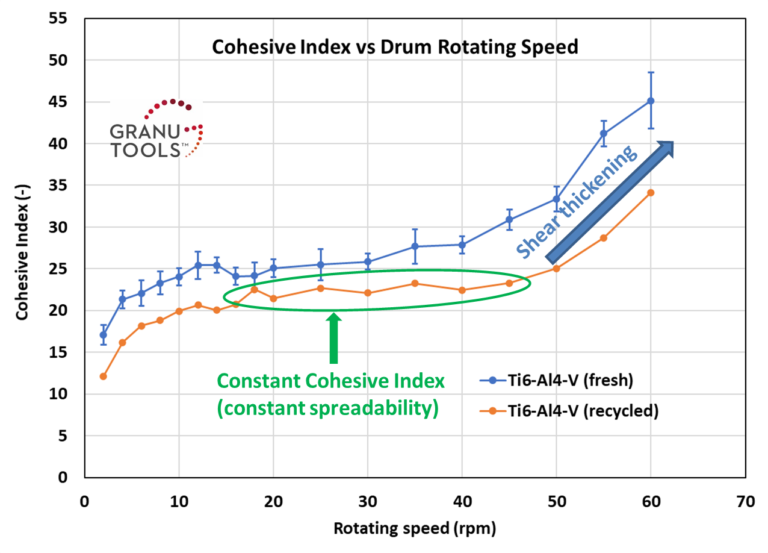
Figure 4: Cohesive Index versus Rotating drum speed for metal powder
In Figure 5, the decreasing rotating speed is also presented to check the existence of hysteresis.
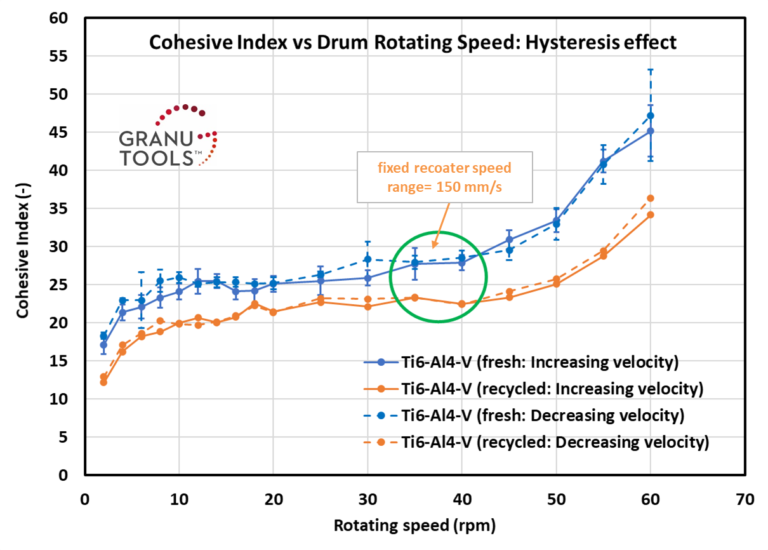
Figure 5: Cohesive Index versus Rotating drum speed for metal powder: hysteresis effect
Discussion
Globally, Recycled powder has lower cohesive index i.e. better spreadability than the fresh powder. In particular, the recycled powder formed by larger particles (due to the loss of fine particle during recycling) is found to be less cohesive.
The relation between Dynamic Cohesive Index and drum rotating speed is graphically presented in figure 4 for both samples (Ti6-Al4-V: fresh and recycled). The analysis of these curves allows characterizing shear-thinning/shear-thickening. Both powders have shear thickening behavior. This behavior explains that the cohesive index increases with the speed. It helps to set the optimum recoater speed. The default recoater speed was set to 150mm/s (corresponding to 35 rpm of the rotating drum) suggested by the printer manufacturer. GranuDrum also confirms that this particular speed has a good recoat overall for the builds regardless of fresh and recycled powder.
LEARN MORE ABOUT THE GRANUDRUM
This analysis of cohesive index make sense for given SLS process. It was observed that fresh Ti6-Al4-V powder was sticking inside the funnel during feeding and as well as on the recoater during spreading. In addition, irregular surface was form on the bed. Therefore, higher dose setting, and more process time was required by the recoater (higher cohesion confirmed by the GranuDrum) to form homogeneous layer and better piece of an object. However, the recycled powder was properly fed inside the funnel and form homogeneous layer on the bed without sticking on the recoater blade (lower cohesive index confirmed by the GranuDrum), therefore low dose of the recycled powder was required at the feeding stage. In the GranuDrum, recycled powder stays in a flatter region longer over rotation speed in the 18-45 rpm range. Therefore, more room for the speed optimization was achieved for this specific powder.
Agglomeration was not evidenced during the printing process. This is coherent with the hysteresis measurement of GranuDrum (Figure 5). If powder follow the same trend while increasing (2-60 rpm) and decreasing (60-2 rpm) rotating speed, the hysteresis effect is nonexistent. This effect is not dominant for any of the considered powder, which relates with the powder behavior (no agglomeration) during the process.
Conclusions
- The effect of recycling on the spreadability of Titanium metal powder (Ti6-Al4-V) used in SLS process is investigated with the cohesive index measured by GranuDrum.
- The measurements are able to show significant differences between fresh and recycled powder.
- Recycled powder has lower cohesive index as compared to fresh powder. Therefore, the spreadability of recycled powder is better, as observed in the printing process. The larger average particle size of recycled powder (due to the loss of fine particle during recycling) is coherent with this cohesiveness decrease.
- Therefore, GranuDrum allows to follow the evolution of powder rheological characteristics during the repeated recycling process in the framework of additive manufacturing applications.
References
How to gain a full understanding of powder flow properties, and benefits of doing so, G. Lumay, N.M. Tripathi, F. Francqui, ONdrugDelivery Magazine, 102, 42-46 (2019).
The influence of powder characteristics on processability in metal additive manufacturing, D. Whittaker, EuroPM Congress and Exhibition, 4(4), 147-158 (2018).
Combined effect of moisture and electrostatic charges on powder flow, A. Rescaglio, J. Schockmel, N. Vandewalle and G. Lumay, EPJ Web of Conferences 140, 13009 (2017).
Effect of relative air humidity on the flowability of lactose powders, G. Lumay, K. Traina, F. Boschini, V. Delaval, A. Rescaglio, R. Cloots and N. Vandewalle, Journal of Drug Delivery Science and Technology 35, 207-212 (2016).
How tribo-electric charges modify powder flowability, A. Rescaglio, J. Schockmel, F. Francqui, N. Vandewalle, and G. Lumay, Annual Transactions of The Nordic Rheology Society 25, 17-21 (2016).
Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants, G. Yablokova, M. Speirs, J. Van Humbeeck, J.-P. Kruth, J. Schrooten, R. Cloots, F. Boschini, G. Lumay, J. Luyten, Powder Technology 283, 199–209 (2015).
Linking flowability and granulometry of lactose powders, F. Boschini, V. Delaval, K. Traina, N. Vandewalle, and G. Lumay, International Journal of Pharmaceutics 494, 312–320 (2015).
Flow abilities of powders and granular materials evidenced from dynamical tap density measurement, K. Traina, R. Cloots, S. Bontempi, G. Lumay, N. Vandewalle and F. Boschini, Powder Technology, 235, 842-852 (2013).
Cascade of granular flows for characterizing segregation, G. Lumay, F. Boschin, R. Cloots, N. Vandewalle, Powder Technology 234, 32-36 (2013).
Influence of cohesives forces on the macroscopic properties of granular assemblies, G. Lumay, J. Fiscina, F. Ludewig and N. Vandewalle, AIP Conference Proceedings 1542, 995 (2013).
Measuring the flowing properties of powders and grains, G. Lumay, F. Boschini, K. Traina, S. Bontempi, J.-C. Remy, R. Cloots, and N. Vandewalle, Powder Technology 224, 19-27 (2012).
Flow of magnetized grains in a rotating drum, G. Lumay and N. Vandewalle, Physical Review E 82, 040301(R) (2010).
Compaction Dynamics of Wet Granular Assemblies, J. E. Fiscina, G. Lumay, F. Ludewig and N. Vandewalle, Physical Review Letters 105, 048001 (2010).
Effect of an electric field on an intermittent granular flow, E. Mersch, G. Lumay, F. Boschini, and N. Vandewalle, Physical Review E 81, 041309 (2010).
Compaction dynamics of a magnetized powder, G. Lumay, S. Dorbolo and N. Vandewalle, Physical Review E 80, 041302 (2009).
Motion of carbon nanotubes in a rotating drum: The dynamic angle of repose and a bed behavior diagram, S. L. Pirard, G. Lumay, N. Vandewalle, J-P. Pirard, Chemical Engineering Journal 146, 143-147 (2009).
Mullite coatings on ceramic substrates: Stabilisation of Al2O3–SiO2 suspensions for spray drying of composite granules suitable for reactive plasma spraying, A. Schrijnemakers, S. André, G. Lumay, N. Vandewalle, F. Boschini, R. Cloots and B. Vertruyen, Journal of the European Ceramic Society 29, 2169–2175 (2009).
The flow rate of granular materials through an orifice, C. Mankoc, A. Janda, R. Arévalo, J. M. Pastor, I. Zuriguel, A. Garcimartín and D. Maza, Granular Matter 9, p407–414 (2007).
The influence of grain shape, friction and cohesion on granular compaction dynamics, N. Vandewalle, G. Lumay, O. Gerasimov and F. Ludewig, The European Physical Journal E (2007).
Linking compaction dynamics to the flow properties of powders, G. Lumay, N. Vandewalle, C. Bodson, L. Delattre and O. Gerasimov, Applied Physics Letters 89, 093505 (2006).
Experimental Study of Granular Compaction Dynamics at Different Scales: Grain Mobility, Hexagonal Domains, and Packing Fraction, G. Lumay and N. Vandewalle, Physical Review Letters 95, 028002 (2005).
Compaction of anisotropic granular materials: Experiments and simulations, G. Lumay and N. Vandewalle, Physical Review E 70, 051314 (2004).